『うちもそうかも...』製造業で多発するミス、その根本原因と今日からできる再発防止策
コラム
この記事のポイント
製造業のミスとは、設計・生産・品質管理の各工程で発生する「意図しない結果を招く行為や判断」で、管理系(生産指示誤り、データ更新漏れ等)と作業系(組付けミス、寸法違い等)に分類されます。また、ヒューマンエラーはスリップ(操作間違い)、ラプス(記憶抜け)、ミステイク(判断誤り)の3種類があります。対策にはポカヨケ(治具・センサー・色分け)とデジタル技術(RFID、AI画像認識)が効果的です。ミス削減により品質・生産性・従業員満足度が向上し、企業の持続的成長につながります。
製造業で起きる「ミス」は、品質の低下や納期の遅れにつながる深刻な問題です。今回は現場で発生するミスの定義から、管理系・作業系それぞれの事例、ヒューマンエラーが起きる仕組みまで詳しく解説していきます。ポカヨケをはじめとした具体的な防止策と改善手法もあわせてご紹介します。
製造業で起きるミスの種類と特徴

製造業のミスとは、設計・生産・品質管理の各工程で起きる「意図しない結果を招く行為や判断」のことを指します。単純な作業ミスから重大な品質事故まで、その影響範囲は実にさまざまです。
ミスは大きく「エラー(無意識の間違い)」と「違反(意図的な手順無視)」に分類されます。製造現場では圧倒的にエラーの方が多いのが実情です。実際の現場では、製造業のミス(エラー)を「管理系」と「作業系」の2つに分けて対策を講じることが一般的です。
製造業におけるミスの影響
このように分類される製造業のミスですが、実際に発生すると、その影響は想像以上に大きくなります。直接的には不良品による材料費のムダや、やり直し作業による人件費の増加が生じます。さらに深刻なケースは、納期遅延による顧客の信頼失墜や、リコールによる莫大な費用が発生することです。
現場レベルでも、ミスをした作業者の精神的負担や職場全体の士気低下という悪循環に陥ります。こうした深刻な影響を防ぐためにも、まずは実際にどのようなミスが起きているのか、具体的に見ていきましょう。
管理ミス(生産指示誤り、データ更新漏れ)
まず取り上げるのは、管理系のミスです。これは仕組みや体制の不備から生じる組織的な問題です。
よくあるのが生産指示の誤りです。製品の仕様や規格が変わったのに現場に伝わらず、古い仕様のまま作り続けてしまうケースがあります。
在庫データの更新漏れも大きな問題を引き起こします。実際の在庫と帳簿上の在庫がずれていると、部品不足でラインが止まったり、逆に過剰在庫で資金繰りが悪化したりします。
作業ミス(組付け間違い・ケアレスミス)
次に、管理ミスとは異なり、現場で実際に手を動かす中で発生する作業ミスについて見ていきます。作業ミスは、作業者が実際の作業中に起こしてしまうミスで、主に個人の注意力や技能に起因します。
部品の組付け方向を間違えるのは、最もよくある作業ミスです。左右対称に見える部品でも、実は上下や前後に向きがあり、間違えると正しく動作しません。
寸法の読み違えも重大な問題につながります。図面の「60mm」を「80mm」など、似ている数字を読み間違えて、まったく違う製品ができてしまったケースもあります。
これらの管理ミスや作業ミスは、なぜ起きてしまうのでしょうか。次に、ミスが発生するメカニズムを科学的な視点から詳しく見ていきます。
ヒューマンエラーのメカニズムとミスの原因
管理ミスや作業ミスの根底には、人間の認知や行動の特性が深く関わっています。ヒューマンエラー研究の第一人者であるジェームズ・リーズンによれば、次の3つのタイプに分類できます。
スリップ(操作間違い)は、やろうとしたことは正しいのに、実際の操作で間違えてしまう現象です。例えば、赤いボタンを押そうとして隣の青いボタンを押してしまうような場合です。注意力が一時的に低下したり、いつもの癖で自動的に動いてしまったりすることが原因となります。
ラプス(記憶抜け)は、作業の一部を忘れてしまうエラーです。10工程ある組立作業で7番目を飛ばしてしまうような事例がこれにあたります。作業を中断したり、複数の仕事を同時に行っていたりするときに起こりやすくなります。
ミステイク(判断誤り)は、そもそもの判断や計画の段階で間違えることです。図面の読み方を間違えたり、検査基準を勘違いしたりする場合です。知識不足や経験不足が主な原因となります。
エラーは疲労やスキル不足などの個人的要因、作業環境の問題、組織体制の不備、複雑な手順や時間的プレッシャーなどが複合的に作用します。
原因を分析する際は、表面的に個人の責任を追及して終わりにするのではなく、さまざまな角度から真の原因を探ることが再発防止の鍵となります。なぜなぜ分析や特性要因図(フィッシュボーン図)などを使って、組織全体で改善に取り組む姿勢が大切です。
ポカヨケの仕組み

ヒューマンエラーのメカニズムを理解したところで、具体的な対策について見ていきます。その代表的な手法が「ポカヨケ」です。これは「間違えようとしても間違えられない仕組み」を作る、日本生まれの品質管理手法です。トヨタ生産方式の一部として開発され、今では世界中の製造業で採用されています。
ポカヨケの実例
治具を使った物理的な制約が最も基本的な方法です。部品の向きを間違えないように、正しい向きでしか入らない形状の治具を使います。例えば、コネクタの誤接続を防ぐため、左右非対称な形状の治具を導入している事例があります。
色分けによる視覚的な識別も、シンプルですが効果的な方法です。配線作業において、同じ色のコネクタ同士をつなぐルールにすれば、配線ミスを大幅に削減できます。それは、ピッキング作業でも同様です。類似品を色分けすることで取り分けのミスを防止できます。
デジタル化によるミス削減
ポカヨケのような物理的な仕組みづくりは確実な効果がありますが、さらに一歩進んで、デジタル技術の活用がミス削減の新たな可能性を広げています。ここでは、現場で実際に導入が進む最新技術を見ていきます。
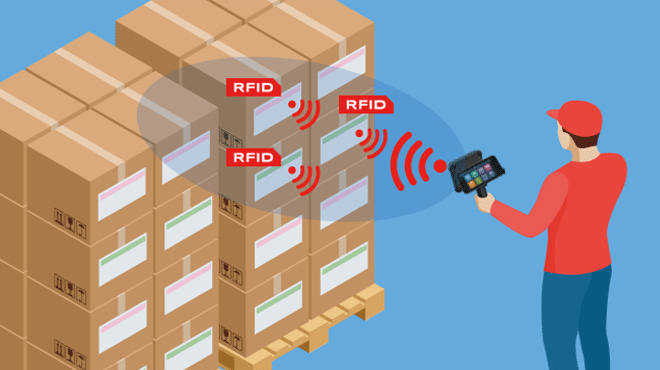
RFID技術による自動認識
作業の効率化とミス削減を目的として、RFID(Radio Frequency Identification)の導入が進んでいます。例えば、RFタグを製品や箱に付けておくことで、数量や品目を瞬時にまとめて把握できます。これにより、出荷検品時間が大幅に短縮され、人為的ミスも削減されます。
AI画像認識による品質検査の自動化
AI画像認識技術を使った外観検査の自動化も広がっています。これにより、これまで熟練検査員の目視に頼っていた細かい傷や汚れの検出を、24時間休みなく行えます。検査の精度が向上すると同時に、検査員はより価値の高い改善活動や難易度の高い検査業務に注力できるようになります。
現場の安定化がもたらす好循環
こうしたポカヨケやデジタル技術の導入によるミス削減の取り組みは、現場に次のような好循環を生み出します。
ミスが減ることでやり直し作業が減少し、作業者に心理的・時間的な余裕が生まれます。その余裕を改善活動に振り向けることで、さらなるミス削減が実現できます。また、品質向上により顧客満足度が上がり、受注増加につながります。そして経営が安定することで、新たな設備投資や教育投資が可能となり、さらなる改善への土台が築かれます。
この好循環を実現するためには、経営層からの明確な方針と、現場からの改善提案がうまくかみ合う組織文化を作ることが欠かせません。
現場でミスに悩んでいるなら、まず直近1ヶ月の不良品データを分析することから始めてみてください。どの工程で、どんなミスが多いのか、自社で把握することが第一歩です。東芝テックでは、工程の見える化や情報の蓄積が可能となる、帳票とRFIDを組み合わせたソリューションを紹介しています。
ミス削減は特別な取り組みではなく、日本の製造業が得意としてきた「カイゼン」の延長線上にあります。着実な取り組みが、品質と生産性の向上というリターンにつながります。
- 当記事は2025年11月時点のものです。
時間の経過などによって内容が異なる場合があります。あらかじめご了承ください。
